Lập trình máy tiện CNC là một trong những khâu vô cùng quan trọng trong quá trình thiết lập vận hành máy CNC. Vì vậy, người lập trình cần phải hiểu rõ về mã lệnh và chu trình tiện để có thể mang lại hiệu quả gia công tiện cao nhất. Trong bài viết này, chúng tôi sẽ hướng dẫn bạn cách lập trình máy tiện CNC Fanuc chi tiết nhất. Cùng khám phá nhé!
Lập trình máy tiện CNC là gì?
Lập trình máy tiện CNC là quá trình tạo ra chuỗi các lệnh và hướng dẫn cho máy tiện CNC để có thể thực hiện các hoạt động cắt, gia công và tạo hình trên vật liệu. Máy tiện CNC là thiết bị tự động được kiểm soát bằng máy tính, cho phép thực hiện các tác vụ chính xác và phức tạp mà không cần sự can thiệp nhiều từ con người.
Quy trình lập trình máy tiện CNC bắt đầu từ việc xác định mô hình và kích thước của sản phẩm cuối cùng mà bạn muốn tạo. Sau đó, lập trình viên sẽ sử dụng các phần mềm CAD/CAM để tạo ra một mô hình 3D của sản phẩm và xác định các đường cắt và các chi tiết khác. Bằng cách sử dụng ngôn ngữ lập trình máy tiện CNC như G-code, lập trình viên sẽ biên dịch mô hình này thành một loạt các lệnh nhằm hướng dẫn cho máy tiện CNC.
Khi được tải lên máy tiện CNC, chương trình này sẽ kiểm soát chính xác và tự động mọi chuyển động của công cụ cắt và bàn làm việc. Điều này giúp đảm bảo rằng mọi thao tác cắt đều được thực hiện theo đúng mô hình được thiết kế, đồng thời giảm thiểu sai sót do ảnh hưởng của yếu tố con người.
Lập trình máy tiện CNC không chỉ giúp tăng hiệu suất và chính xác trong quá trình sản xuất, mà còn mở ra khả năng sáng tạo và đa dạng trong việc tạo ra những sản phẩm chất lượng cao và phức tạp.
Xem thêm: Tổng hợp mã lệnh M trong máy tiện CNC đầy đủ từ A-Z
Mã lệnh lập trình máy tiện CNC
Để việc lập trình máy tiện CNC diễn ra nhanh chóng và mang lại hiệu quả cao, lập trình viên cần nắm rõ về hai mã lệnh chính là M-Code và G-Code:
- Mã lệnh M-Code: Dùng để hỗ trợ mã lệnh G-Code để điều khiển chương trình gia công tiện.
- Mã lệnh G-Code: Dùng để di chuyển, quy định tốc độ di chuyển của quỹ đạo di chuyển, các dụng cụ cắt,…
Bên cạnh đó, còn có các mã lệnh quan trọng khác góp mặt trong lập trình máy tiện CNC mà người lập trình viên không thể bỏ qua, được tổng hợp lại trong bảng dưới đây.
| Mã lệnh |
Miêu tả |
| A | Tọa độ góc trục A |
| B | Tọa độ góc trục B |
| C | Tọa độ góc trục C |
| D | Giá trị bù bán kính dao cắt |
| F | Tốc độ chạy dao khi cắt (mm/phút) |
| H | Bù chiều cao (Z) của dao cắt trong bảng thay dao với đơn vị là mm |
| IJK | Độ lệch tương đối với tọa độ Z, Y và Z |
| N | Đánh số đầu dòng |
| O | Nhãn chương trình con |
| P | Dừng chuyển động các trục trong khi gia công với giá trị tính bằng phần nghìn của giây hoặc giây |
| Q | Là độ sâu trong của một lần khoan nhắp hoặc là số lần lặp lại của chương trình con |
| R | Là tọa độ rút dao về trong các lệnh khoan |
| S | Điều chỉnh tốc độ quay trục chính vòng/ phút |
| T | Là số hiệu dao cắt trong bảng thay dao |
| XYZ | Là tọa độ decac của đầu dao |
Chu trình tiện CNC
Trước khi tiến hành lập trình máy tiện CNC Fanuc, bên cạnh việc nắm vững mã lệnh M-Code và G-Code, người lập trình cần phải hiểu thêm về chu trình tiện CNC sau:
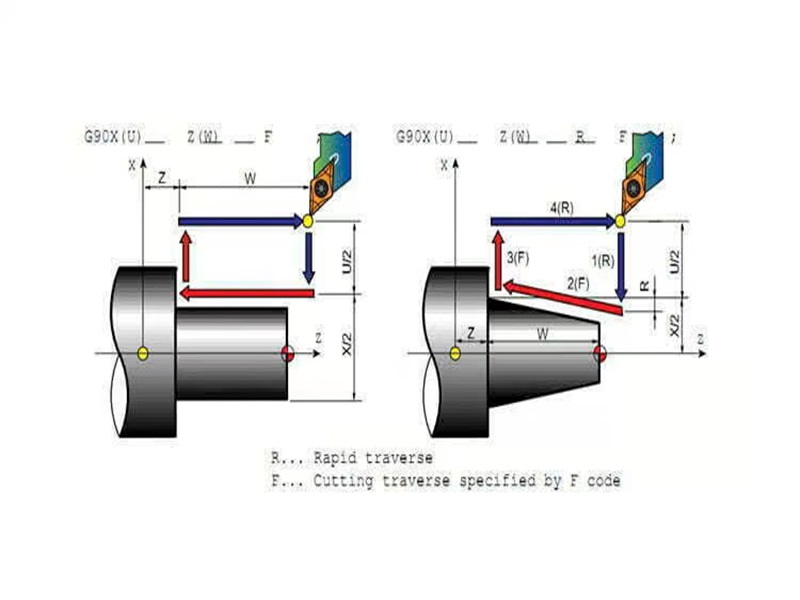
1. Chu trình tiện thô dọc trục Z: G90
- Mã lệnh G90 dùng để tiện trụ ngoài, trụ trong và côn dọc trục.
- Cấu trúc câu lệnh: G90 X (U)__Z (W)__R__F__;
Trong đó:
- X (U)__: Là đường kính chi tiết tại điểm cần đến theo phương X.
- Z (W)__: Là tọa độ điểm cuối theo phương Z.
- F__: Là tốc độ tiến dao khi cắt vật liệu.
- R__: Là độ sai lệch bán kính mặt đầu côn và mặt kết thúc côn, giá trị có thể âm hoặc dương.
- R = (đường kính đầu côn – đường kính kết thúc côn) /2.
2. Chu trình tiện ren: G92
- Đây là chu trình dùng để tiện mặt đầu và côn dọc trục.
- Cấu trúc câu lệnh: G92 X (U)__Z (W)__R__F__;
Trong đó:
- X (U)__: Là đường kính chân ren tại điểm cuối theo phương X.
- Z (W)__: Là tọa độ điểm cuối theo phương Z.
- F__: Là tốc độ tiến dao khi cắt ren, F (mm/vòng) = bước ren
- R__: Là độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị có thể âm hoặc dương.
- R = (đường kính đầu côn – đường kính kết thúc côn) /2
Xem thêm: Hướng dẫn thiết lập dao máy phay CNC đơn giản, dễ thực hiện
3. Chu trình tiện thô dọc trục X: G94
- Dùng để tiện mặt đầu côn dọc trục.
- Cấu trúc câu lệnh: G94 X (U)__Z (W)__R__F__;
Trong đó:
- X (U)__: Là đường kính chi tiết tại điểm cần đến theo phương X.
- Z (W)__: Là tọa độ điểm cuối theo phương Z.
- F__: Là tốc độ tiến dao khi cắt vật liệu.
- R__: Là độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị có thể âm hoặc dương.
- R = (đường kính đầu côn – đường kính kết thúc côn) /2
4. Chu trình tiện tinh: G70
- Chu trình tiện tinh G70 khi dùng kết hợp với G71, G72, G73 nhằm gia công tinh đạt hình dạng chi tiết gia công theo yêu cầu kỹ thuật.
- Cấu trúc câu lệnh: G70 P (ns)_ Q (nf)_ F (f)_ S_ ;
Trong đó:
- P: Là số block đầu tiên của đoạn chương trình gia công được mô tả.
- Q: Là số block cuối cùng của đoạn chương trình gia công được mô tả.
- F: Là tốc độ tiến dao.
- S: Là số vòng quay trục chính.
5. Chu trình tiện thô biên dạng dọc trục Z: G71
- Đây là chu trình được dùng để tiện thô dạng dọc trục Z theo biên dạng được mô tả.
- Cấu trúc câu lệnh:
G71 U(d)_ R(e)_ ;
G71 P _ Q _ U _ W_ F_ ;
Trong đó:
- U (d): Là chiều sâu mỗi lớp cắt tính theo đường kính (mm).
- R (e): Là khoảng lùi dao (có thể thiết lập bởi tham số N0. 718).
- P: Là số block bắt đầu của đoạn chương trình gia công được mô tả.
- Q: Là số block kết thúc của đoạn chương trình gia công được mô tả.
- U: Là lượng dư để lại cho chu trình tiện tinh theo phương X.
- W: Là lượng dư để lại cho chu trình tiện tinh theo phương Z.
- F: Là tốc độ tiến dao.
6. Chu trình tiện thô biên dạng dọc trục Z: G72
- Chu trình G72 được dùng để tiện thô dọc trục X theo biên dạng được mô tả.
- Cấu trúc câu lệnh:
G72 W(l)_ R(e)_ ;
G72 P _ Q _ U _ W_ F_ ;
Trong đó:
- W(l): Là chiều sâu mỗi lớp cắt tính theo phương Z (mm).
- R(e): Là khoảng lùi dao (có thể thiết lập bởi tham số N0. 718).
- P: Là số block bắt đầu của đoạn chương trình gia công được mô tả.
- Q: Là số block kết thúc của đoạn chương trình gia công được mô tả.
- U: Là lượng dư để lại cho chu trình tiện tinh theo phương X.
- W: Là lượng dư để lại cho chu trình tiện tinh theo phương Z.
- F: Là tốc độ tiến dao.
7. Chu trình tiện thô chép hình: G73
- Dùng để tiện thô dọc theo biên dạng của chi tiết với đường chạy dao liên tiếp nhau.
- Cấu trúc câu lệnh:
G73 U(d)_ W(l)_ R(e)_ ;
G73 P _ Q _ U _ W_ F_ ;
Trong đó:
- U(d): Là chiều dày lượng dư theo phương X.
- W(l): Là chiều dày lượng dư theo phương Z.
- R(e): Là số lần chia (số lớp cắt thô).
- P: Là số block bắt đầu của đoạn chương trình gia công được mô tả.
- Q: Là số block kết thúc của đoạn chương trình gia công được mô tả.
- U: Là lượng dư để lại cho chu trình tiện tinh theo phương X.
- W: Là lượng dư để lại cho chu trình tiện tinh theo phương Z.
- F: Là tốc độ tiến dao.
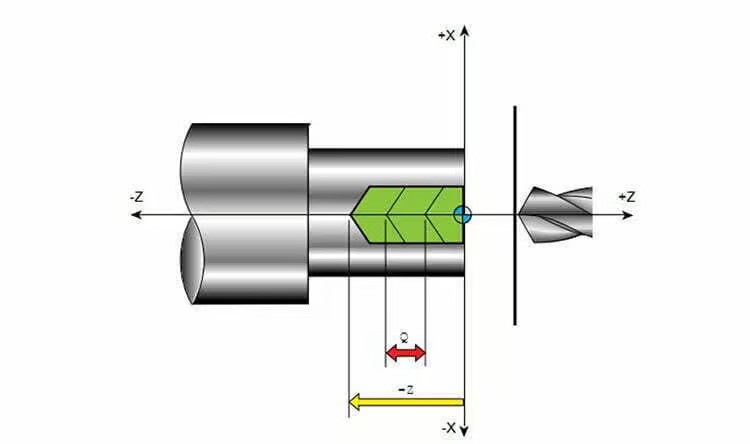
8. Chu trình tiện rãnh – khoan mặt đầu: G74
- Dùng để khoan lỗ mặt đầu hoặc tiện rãnh.
- Cấu trúc câu lệnh:
G74 R(e)_ ;
G74 X(U)_ Z(W)_ P _ Q _ F_ ;
Trong đó:
- R(e): Là khoảng lùi dao theo phương Z
- X: Là tọa độ X tuyệt đối tại điểm B
- U: Là khoảng cách tương đối từ A đến B theo trục X
- Z: Là tọa độ Z tuyệt đối tại điểm C
- W: Là khoảng cách tương đối từ A đến C theo trục Z
- P: Là khoảng dịch chuyển của dụng cụ theo phương X, lập trình theo bán kính và không có dấu chấm thập phân.
- Q: Là chiều sâu mỗi lần cắt theo phương Z và không có dấu chấm thập phân.
- F: Là tốc độ tiến dao.
9. Chu trình tiện rãnh trụ trong, rãnh trụ ngoài: G75
- Dùng để tiện rãnh trụ trong hoặc trụ ngoài.
- Cấu trúc câu lệnh:
G75 R(e)_ ;
G75 X(U)_ Z(W)_ P _ Q _ F_ ;
Trong đó:
- R (e): Là khoảng lùi dao theo phương Z
- X: Là tọa độ X tuyệt đối tại điểm B
- U: Là khoảng cách tương đối từ A đến B theo trục X
- Z: Là tọa độ Z tuyệt đối tại điểm C
- W: Là khoảng cách tương đối từ A đến C theo trục Z
- P: Là khoảng dịch chuyển của dụng cụ theo phương X, lập trình theo bán kính và không có dấu chấm thập phân.
- Q: Là chiều sâu mỗi lần cắt theo phương Z, không có dấu chấm thập phân.
- F: Là tốc độ tiến dao.
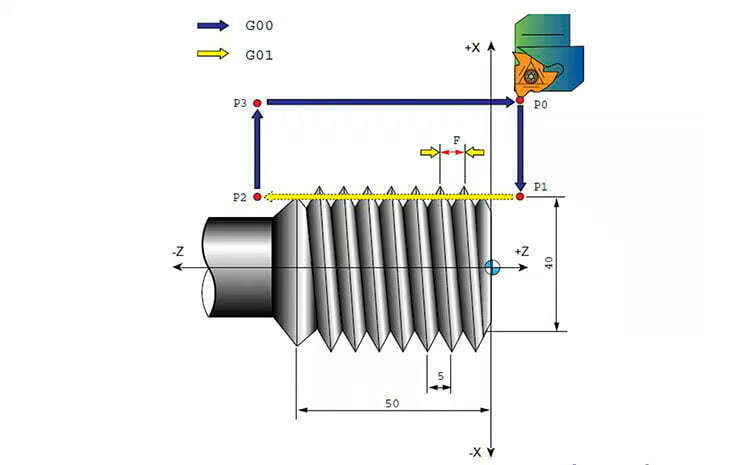
10. Chu trình tiện ren hỗn hợp: G76
- Dùng để thực hiện nhiều lần chạy dao liên tiếp nhau để tiện ren.
- Cấu trúc câu lệnh:
G76 P (m) (a) (œ) Q(Dd min) R(d)_ ;
G76 X(u)_ Z(w)_ P(Di)_ Q(Dk)_ R (Dd)_ F(f)_ ;
Trong đó:
- P (m): Là số lần tiện ren tinh (0-99 lần).
- (a): Là khoảng vuốt chân ren:
- (œ): Là góc vào dao của dao tiện ren:
- Q (Dd min): Là chiều sâu cắt nhỏ nhất (Q1000 =1 mm) .
- R (d): Là lượng dư gia công tinh (R1000 = 1 mm) .
- X (u): Là đường kính chân ren theo phương X.
- X (u) = đường kính đỉnh ren – 1.3 * bước ren
- hoặc X(u) = đường kính đỉnh ren – 2 * chiều cao ren
- P (Di): Là chiều cao ren (tính theo bán kính và luôn dương, không dấu chấp thập phân, P1000 =1 mm)
- Q (Dk): Là chiều sâu lớp cắt đầu tiên (tính theo bán kính và luôn dương).
- R (Dd): Là độ sai lệch bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
- F (f): Tốc độ tiến dao: F (mm/vòng) = bước ren.
Hướng dẫn lập trình máy tiện CNC Fanuc
Lập trình viên cần tuân thủ các bước lập trình máy tiện CNC Fanuc sau để đạt được kết quả cao nhất:
Bước 1: Gọi công cụ cắt phù hợp cho quá trình gia công, sử dụng mã lệnh phụ thuộc vào hệ điều khiển. Đối với máy tiện CNC Fanuc, cần sử dụng lệnh T5 hoặc T0505.
Bước 2: Lập trình lệnh xoay trục chính máy tiện CNC Fanuc: G97 S1000.
Bước 3: Thiết lập lệnh xoay trục chính theo 2 cách sau:
- M03 – CW: Xoay cùng chiều kim đồng hồ
- M04 – CCW: Xoay ngược với chiều kim đồng hồ
Bước 4: Sử dụng lệnh mở chất làm mát máy tiện.
- M08: Xoay cùng chiều kim đồng hồ
- M09: Xoay ngược với chiều kim đồng hồ
Bước 5: Thiết lập lệnh di chuyển công cụ. Giá trị X và Z với G00 chính là tọa độ đích đến của dụng cụ: G00 X… Z…
Bước 6: Sử dụng giá trị X và Z với G01 để nội suy dụng cụ cắt theo đường thẳng. Giá trị F chính là tốc độ tiến dao của dụng cụ, sử dụng lệnh: G01 X… Z… F…
Bước 7: Sử dụng lệnh G02 và G03 để lập trình cung tròn. Giá trị X và Z là tọa độ điểm đến và R là bán kính cung tròn:
G02 X… Z… R…
G03 X… Z… R…
Bước 8: Sử dụng lệnh M30 để kết thúc chương trình tiện CNC.
Địa chỉ mua máy tiện CNC chính hãng, giá tốt

Taikan là thương hiệu máy CNC số 1 tại thị trường Trung Quốc, được thành lập vào năm 2005, chuyên sản xuất máy CNC bao gồm: Máy phay CNC, máy tiện CNC, máy khoan và taro CNC,… uy tín, chất lượng cao.Tất cả sản phẩm của hãng Taikan hiện đang có mặt tại hơn 50 quốc gia trên toàn thế giới từ Châu Mỹ, Châu Âu đến Châu Á, đóng góp quan trọng vào sự phát triển trong ngành công nghiệp gia công cơ khí toàn cầu.
Hiện tại, TULOCTECH đang là nhà phân phối chính thức của Taikan tại Việt Nam. Với hơn 13 năm kinh nghiệm trong lĩnh vực cung cấp máy tiện CNC chính hãng, giá tốt, được hàng ngàn khách hàng trên khắp cả nước tin tưởng lựa chọn. Vì vậy, khi lựa chọn mua máy tiện CNC Taikan tại TULOCTECH, quý khách hàng hoàn toàn yên tâm:
- Đảm bảo 100% máy tiện CNC chính hãng, nguyên tem nguyên kiện.
- Chính sách bảo hành lên đến 24 tháng.
- Hợp đồng mua bán rõ ràng, nêu rõ trách nhiệm các bên.
- Hỗ trợ lắp đặt, vận hành, bảo dưỡng, sửa chữa tận nơi cho khách hàng.
- Sẵn kho linh kiện máy tiện CNC chính hãng giúp sửa chữa nhanh chóng trong trường hợp máy bị lỗi.
- Đội ngũ kỹ thuật viên giàu kinh nghiệm, được đào tạo trực tiếp từ hãng.
- Áp dụng chính sách mua máy trả góp linh hoạt 12 tháng.
Để mua hàng, tư vấn, giải đáp các thắc mắc chi tiết hơn về giá máy tiện CNC Taikan chất lượng cao, hãy liên hệ ngay với chúng tôi để được hỗ trợ nhanh nhất.
NHÀ PHÂN PHỐI CHÍNH THỨC THƯƠNG HIỆU TAIKAN TẠI VIỆT NAM
- Trụ Sở Chính TLT – Hồ Chí Minh
354 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh
- Chi Nhánh TLT – Hà Nội
Km 6 Võ Văn Kiệt, Thôn Đoài, X. Nam Hồng, H. Đông Anh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh
Đ. Lê Thái Tổ, P. Võ Cường, TP. Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Hotline: 1900.98.99.06



