Các mã lệnh trong máy tiện CNC Fanuc là yếu tố then chốt giúp điều khiển và vận hành máy chính xác, từ đó nâng cao hiệu suất sản xuất. Trong bài viết này, chúng tôi sẽ cung cấp một tổng hợp đầy đủ các mã lệnh trong máy tiện CNC Fanuc từ A-Z. Hãy cùng khám phá!
Tìm hiểu các mã lệnh trong máy tiện CNC Fanuc
Các mã lệnh trong máy tiện CNC Fanuc giống như “ngôn ngữ lập trình” cho phép máy hiểu và thực hiện các thao tác gia công một cách chính xác. Hệ thống mã lệnh này bao gồm nhiều loại lệnh khác nhau, mỗi loại được thiết kế để thực hiện một nhiệm vụ riêng biệt như điều khiển chuyển động, thiết lập tốc độ cắt, lựa chọn dụng cụ cắt, và xử lý các tác vụ phụ trợ.
Trong đó, mã G và mã M là hai nhóm lệnh chủ yếu: mã G dùng để điều khiển chuyển động của máy (như di chuyển thẳng hoặc quay tròn), còn mã M điều chỉnh các chức năng hỗ trợ như bật/tắt trục chính hoặc thay đổi dụng cụ.
Việc hiểu rõ các mã lệnh trong máy tiện CNC không chỉ giúp tối ưu hóa quy trình gia công mà còn đảm bảo sản phẩm đạt độ chính xác cao. Các mã lệnh này được bố trí theo một trình tự hợp lý, tạo ra một chuỗi lệnh dễ theo dõi, giúp người vận hành kiểm soát chặt chẽ quá trình sản xuất.
Đối với các nhà máy hiện đại, việc sử dụng thành thạo các mã lệnh này sẽ giúp nâng cao năng suất, tiết kiệm thời gian, đồng thời giảm thiểu các sai sót trong quá trình vận hành máy.
Xem thêm: Lợi ích khi mua máy tiện CNC trả góp cho doanh nghiệp gia công cơ khí
Phân loại các mã lệnh trong máy tiện CNC Fanuc

Trong gia công cơ khí, các mã lệnh trong máy tiện CNC Fanuc được chia thành nhiều nhóm khác nhau, mỗi nhóm có nhiệm vụ riêng biệt, giúp điều khiển và tối ưu hóa quá trình gia công. Dưới đây là các mã lệnh phổ biến nhất thường được sử dụng trong máy tiện CNC:
Danh sách các mã lệnh G trong máy tiện CNC Fanuc
Mã lệnh G là một trong những mã lệnh quan trọng và được sử dụng rộng rãi trong máy tiện CNC Fanuc. Nó giúp điều khiển các chuyển động và hoạt động của máy trong quá trình gia công. Dưới đây là một số mã lệnh G thường gặp:
- G00 – Di chuyển nhanh
- G01 – Di chuyển theo đường thẳng
- G02 – Nội suy cung tròn theo chiều kim đồng hồ
- G03 – Nội suy cung tròn ngược chiều kim đồng hồ
- G28 – Di chuyển về điểm gốc máy
- G40 – Hủy bỏ bù trừ bán kính dao
- G41 – Bù trừ bán kính dao bên trái
- G42 – Bù trừ bán kính dao bên phải
- G96 – Điều chỉnh tốc độ cắt không đổi
- G97 – Hủy điều chỉnh tốc độ cắt không đổi
- G70 – Chu trình hoàn thiện
- G71 – Chu trình gia công thô
- G90 – Chế độ lập trình tuyệt đối
- G91 – Chế độ lập trình tương đối
Các mã lệnh M trong máy tiện CNC Fanuc
Ngoài ra, khi nhắc đến các mã lệnh trong máy tiện CNC Fanuc, mã lệnh M đóng vai trò quan trọng trong việc điều khiển các chức năng hỗ trợ trong quá trình gia công. Các lệnh này giúp thực hiện các tác vụ như bật/tắt trục chính, dừng chương trình, hoặc thay đổi dụng cụ. Dưới đây là một số mã lệnh M phổ biến trong hệ thống máy CNC Fanuc:
- M00 – Dừng chương trình tạm thời
- M01 – Dừng chương trình có điều kiện
- M03 – Bật trục chính quay thuận chiều kim đồng hồ
- M04 – Bật trục chính quay ngược chiều kim đồng hồ
- M05 – Tắt trục chính
- M06 – Thay đổi dụng cụ
- M08 – Bật dung dịch làm mát
- M09 – Tắt dung dịch làm mát
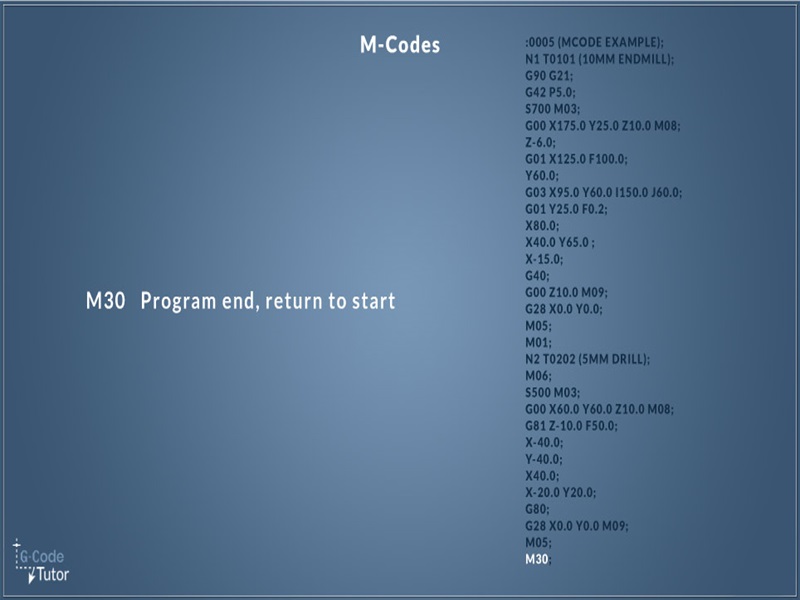
- M30 – Kết thúc chương trình và quay lại đầu chương trình
- M98 – Gọi chương trình con
- M99 – Kết thúc chương trình con hoặc lặp lại chương trình
Xem thêm: Tìm hiểu các lệnh G trong tiện CNC chi tiết từ A-Z
Mã lệnh T trong máy tiện CNC Fanuc
Trong hệ thống máy tiện CNC Fanuc, mã lệnh T được sử dụng để lựa chọn và kiểm soát các dụng cụ cắt trong quá trình gia công. Mỗi lệnh T sẽ chỉ định dao cụ cụ thể cần sử dụng, giúp chuyển đổi nhanh chóng giữa các dụng cụ cắt để đáp ứng yêu cầu gia công.
Cấu trúc của lệnh T thường có dạng Txx, trong đó xx biểu thị số thứ tự của dụng cụ cắt. Ví dụ:
- T01: Chọn dao số 1
- T02: Chọn dao số 2
- T0303: Chọn dao số 3 và áp dụng bù trừ số 3 (về chiều dài hoặc bán kính tùy theo loại dao).
Đặc biệt, một số máy CNC Fanuc còn cho phép kết hợp mã T với các mã khác để thay đổi dụng cụ và thực hiện thao tác gia công kế tiếp mà không cần dừng máy. Điều này không chỉ rút ngắn thời gian chờ mà còn tối ưu hóa hiệu suất sản xuất. Sử dụng đúng mã lệnh T sẽ đảm bảo độ chính xác và hiệu quả cao trong quá trình gia công.
Mã lệnh F và tầm quan trọng trong điều chỉnh tốc độ cắt
Trong máy tiện CNC Fanuc, mã lệnh F được sử dụng để xác định tốc độ tiến dao (feed rate), hay nói cách khác, là tốc độ di chuyển của dụng cụ cắt dọc theo các trục trong quá trình gia công. Đây là thông số quan trọng, ảnh hưởng trực tiếp đến độ chính xác, chất lượng bề mặt sản phẩm và hiệu quả tổng thể của quá trình gia công.
Việc điều chỉnh mã F cho phép người vận hành tùy chỉnh tốc độ dao cắt phù hợp với loại vật liệu, mục đích gia công, cũng như các yêu cầu kỹ thuật cụ thể. Giá trị đi kèm mã lệnh F thường được biểu thị theo đơn vị mm/phút hoặc mm/vòng, tùy thuộc vào thiết lập máy. Ví dụ, F200 biểu thị tốc độ tiến dao là 200 mm/phút.
- Khi gia công các chi tiết có yêu cầu cao về độ chính xác hoặc xử lý vật liệu khó gia công, tốc độ dao nên được giảm để đảm bảo chất lượng bề mặt và kéo dài tuổi thọ của dao cắt.
- Ngược lại, với các vật liệu dễ gia công hoặc khi yêu cầu tối ưu hóa thời gian, giá trị tốc độ có thể được tăng lên để đẩy nhanh tiến độ sản xuất.
Việc sử dụng mã lệnh F một cách hiệu quả là yếu tố then chốt để đạt được sự cân bằng giữa độ chính xác và hiệu suất trong gia công, góp phần tối ưu hóa toàn bộ quy trình sản xuất.
Ứng dụng của các mã lệnh trong máy tiện CNC

Trong máy tiện CNC Fanuc, các mã lệnh đóng vai trò như “hệ ngôn ngữ” điều khiển và lập trình, cho phép người vận hành thực hiện các thao tác gia công một cách chính xác. Những mã lệnh như G, M, T, và F không chỉ hỗ trợ cải thiện hiệu suất làm việc mà còn đảm bảo chất lượng sản phẩm cùng sự ổn định của quy trình sản xuất.
- Mã lệnh G: Được sử dụng để chỉ định cách di chuyển của dụng cụ cắt. Chẳng hạn, G00 dùng để di chuyển nhanh mà không cắt gọt, G01 cho phép cắt theo đường thẳng, còn G02/G03 thực hiện nội suy cung tròn theo chiều kim đồng hồ hoặc ngược lại. Nhóm mã lệnh này đặc biệt hữu ích trong việc gia công các chi tiết có hình dạng phức tạp, đảm bảo dao cắt di chuyển chính xác theo thiết kế.
- Mã lệnh M: Hỗ trợ quản lý các chức năng phụ trợ của máy, chẳng hạn như bật/tắt trục chính (M03/M05), bật/tắt dung dịch làm mát (M08/M09), hoặc thay đổi dụng cụ cắt (M06). Các mã lệnh này góp phần duy trì sự liên tục của quy trình và đảm bảo an toàn trong quá trình vận hành.
- Mã lệnh T: Dùng để lựa chọn dao cắt thích hợp cho từng công đoạn gia công. Việc lựa chọn đúng dao không chỉ nâng cao độ chính xác mà còn tối ưu thời gian thay dao, đáp ứng các yêu cầu kỹ thuật khác nhau của chi tiết gia công.
- Mã lệnh F: Xác định tốc độ tiến dao, yếu tố ảnh hưởng lớn đến chất lượng bề mặt sản phẩm và hiệu quả thời gian gia công. Mã lệnh này có thể điều chỉnh linh hoạt theo loại vật liệu hoặc yêu cầu cụ thể của sản phẩm, đảm bảo hiệu suất cao mà vẫn duy trì tuổi thọ dụng cụ.
Khi được sử dụng đồng bộ, các mã lệnh này tạo thành một hệ thống lập trình mạnh mẽ, giúp người vận hành kiểm soát hoàn toàn quá trình gia công. Chúng cho phép tạo ra những sản phẩm có độ chính xác cao, từ các chi tiết đơn giản đến các thiết kế phức tạp, đồng thời giảm thiểu sai sót và chi phí sản xuất.
Hiểu và áp dụng hiệu quả các mã lệnh trong máy tiện CNC Fanuc như G, M, T, và F không chỉ là kỹ năng thiết yếu mà còn là chìa khóa để đạt được sự tối ưu trong sản xuất hiện đại. Đây chính là nền tảng giúp doanh nghiệp đáp ứng tốt hơn những yêu cầu khắt khe trong gia công cơ khí hiện nay.
Để được mua hàng, tư vấn, giải đáp các thắc mắc chi tiết hơn về các mã lệnh trong máy tiện CNC Fanuc, máy tiện CNC Fanuc giá bao nhiêu?, hãy liên hệ với Taikan nhé! Chúng tôi luôn sẵn sàng hỗ trợ tốt nhất cho quý khách.
NHÀ PHÂN PHỐI ĐỘC QUYỀN THƯƠNG HIỆU TAIKAN TẠI VIỆT NAM
- Trụ Sở Chính TLT – Hồ Chí Minh:
354 Quốc Lộ 1A, P. Bình Hưng Hòa B, Q. Bình Tân, Tp. Hồ Chí Minh
- Chi Nhánh TLT – Hà Nội:
Km 6 Võ Văn Kiệt, Thôn Đoài, X. Nam Hồng, H. Đông Anh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh:
Đ. Lê Thái Tổ, P. Võ Cường, TP. Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Hotline: 1900.98.99.06



