Khi gia công cơ khí, nếu phoi không được loại bỏ kịp thời khỏi vùng cắt, chúng có thể gây xước bề mặt gia công, làm giảm độ chính xác kích thước, gia tăng mài mòn dao cụ và ảnh hưởng trực tiếp đến tuổi thọ máy CNC. Chính vì vậy, tối ưu khả năng thoát phoi luôn là một trong những yếu tố quan trọng quyết định hiệu quả gia công các chi tiết hốc sâu.
Vì sao gia công hốc sâu thường gặp khó khăn trong việc thoát phoi?
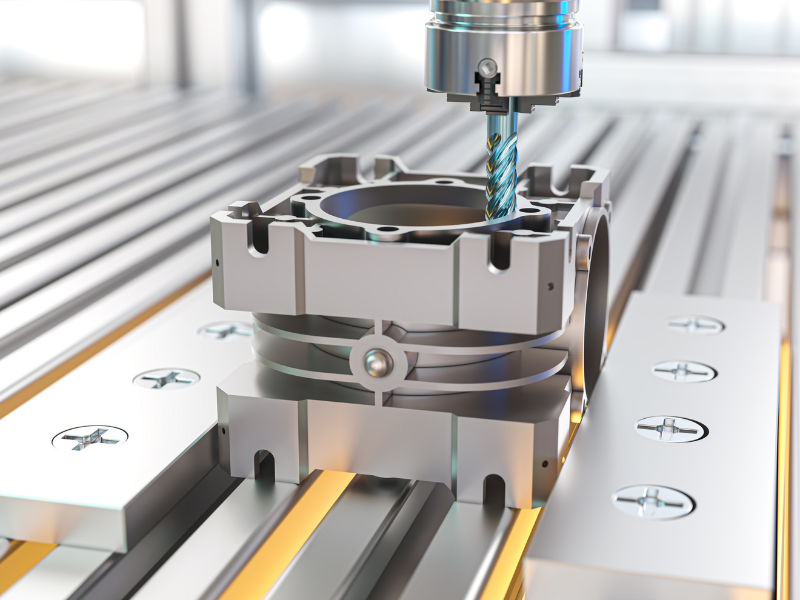
Khác với các bề mặt gia công thông thường, chi tiết hốc sâu có không gian cắt hẹp và chiều sâu lớn, khiến phoi khó thoát ra ngoài vùng gia công.
Trong quá trình cắt gọt, dao phải làm việc sâu bên trong hốc nhưng lại bị hạn chế về khoảng không giữa dao và thành hốc, nên phoi dễ tích tụ tại đáy hoặc bám quanh dao cụ. Khi lượng phoi ngày càng nhiều, chúng có thể bị cuốn trở lại vùng cắt và gây ra hiện tượng cắt lặp phoi.
Đối với các vật liệu có độ dẻo cao như nhôm, inox hoặc hợp kim titan, phoi thường có dạng dây dài hoặc xoắn liên tục. Đây là nguyên nhân khiến phoi dễ quấn quanh dao, làm giảm hiệu quả gia công và gây mất ổn định trong quá trình cắt.
Ngoài ra, khi gia công các hốc có chiều sâu lớn, dung dịch làm mát khó tiếp cận trực tiếp khu vực cắt. Điều này làm giảm khả năng làm mát và hỗ trợ đẩy phoi ra khỏi vùng gia công, khiến nguy cơ tích tụ phoi càng gia tăng.
Những ảnh hưởng khi phoi không được thoát ra hiệu quả
Thoát phoi kém không chỉ làm giảm chất lượng gia công mà còn ảnh hưởng đến toàn bộ hệ thống sản xuất.
Giảm chất lượng sản phẩm
Phoi tích tụ bên trong hốc sâu có thể cọ xát liên tục với bề mặt chi tiết, gây xước hoặc làm giảm độ bóng sản phẩm. Đối với các chi tiết yêu cầu độ chính xác cao, hiện tượng này dễ dẫn đến sai lệch kích thước hoặc không đạt yêu cầu kỹ thuật.
Tăng nguy cơ gãy dao
Lượng phoi tồn đọng lớn khiến dao cắt phải làm việc trong điều kiện tải trọng cao hơn bình thường. Điều này làm gia tăng nhiệt độ cắt, đẩy nhanh quá trình mài mòn dao cụ và tăng nguy cơ gãy dao.
Giảm tuổi thọ máy CNC hoặc phát sinh hư hỏng
Trong nhiều trường hợp, phoi bị kẹt còn gây quá tải trục chính, ảnh hưởng đến độ ổn định của máy và làm giảm tuổi thọ các cụm cơ khí quan trọng như ray dẫn hướng, vít me bi hoặc bàn máy.
Tối ưu kết cấu máy CNC để nâng cao khả năng thoát phoi

Để gia công hiệu quả các chi tiết hốc sâu, trung tâm gia công CNC cần được thiết kế với khả năng hỗ trợ thoát phoi tối ưu.
Các dòng trung tâm gia công CNC Taikan được phát triển với kết cấu cứng vững, hành trình trục ổn định và khả năng tích hợp nhiều giải pháp hỗ trợ gia công hốc sâu.
Hệ thống phun dung dịch làm mát áp lực cao giúp đưa lưu lượng dung dịch trực tiếp tới vùng cắt, tăng khả năng làm mát và hỗ trợ đẩy phoi ra khỏi khu vực gia công. Đối với các nguyên công khoan sâu hoặc phay hốc sâu, giải pháp này mang lại hiệu quả rõ rệt trong việc giảm hiện tượng tích tụ phoi.
Ngoài ra, hệ thống băng tải phoi và thu gom phoi tự động giúp duy trì môi trường gia công sạch sẽ, giảm thiểu thời gian vệ sinh máy và nâng cao hiệu suất sản xuất.
Lựa chọn thông số cắt phù hợp giúp kiểm soát phoi hiệu quả
Bên cạnh yếu tố thiết bị, việc lựa chọn chế độ cắt hợp lý cũng đóng vai trò quan trọng trong quá trình thoát phoi.
Đối với vật liệu có độ dẻo cao, doanh nghiệp nên sử dụng dao có thiết kế phá phoi kết hợp tốc độ cắt và lượng tiến dao phù hợp nhằm tạo ra phoi ngắn, dễ thoát hơn.
Việc lựa chọn hình dạng dao cũng ảnh hưởng trực tiếp đến hướng thoát phoi. Các loại dao có rãnh thoát phoi tối ưu sẽ giúp phoi được đưa ra khỏi vùng cắt nhanh hơn, hạn chế hiện tượng quấn dao hoặc tích tụ tại đáy hốc.
Ngoài ra, thay vì gia công toàn bộ chiều sâu trong một lần cắt, phương pháp gia công phân tầng được nhiều doanh nghiệp áp dụng nhằm giảm tải cho dao cụ và tạo điều kiện thuận lợi cho quá trình loại bỏ phoi.
Công nghệ làm mát áp lực cao – Giải pháp hiệu quả cho gia công hốc sâu

Một trong những giải pháp được đánh giá cao hiện nay là sử dụng hệ thống làm mát xuyên tâm hoặc làm mát áp lực cao.
Dung dịch làm mát được đưa trực tiếp vào khu vực cắt thông qua dao cụ hoặc các đầu phun chuyên dụng giúp:
- Làm mát nhanh vùng gia công.
- Hạn chế biến dạng nhiệt.
- Giảm ma sát giữa dao và vật liệu.
- Hỗ trợ phá phoi hiệu quả.
- Đẩy phoi ra khỏi hốc sâu nhanh hơn.
Đặc biệt khi gia công vật liệu khó cắt như thép hợp kim, inox hoặc titan, công nghệ làm mát áp lực cao giúp nâng cao đáng kể tuổi thọ dao cụ và chất lượng bề mặt sản phẩm.
Xây dựng quy trình gia công khoa học để kiểm soát phoi

Bên cạnh máy móc và dao cụ, quy trình vận hành cũng là yếu tố quyết định hiệu quả thoát phoi.
Doanh nghiệp nên thường xuyên theo dõi tình trạng cắt gọt trong quá trình gia công các chi tiết hốc sâu. Việc kiểm tra lượng phoi phát sinh và đánh giá khả năng thoát phoi giúp phát hiện sớm các nguy cơ gây ảnh hưởng đến chất lượng sản phẩm.
Đồng thời, việc bảo trì định kỳ hệ thống làm mát, băng tải phoi và các thiết bị phụ trợ sẽ giúp duy trì hiệu quả vận hành ổn định trong thời gian dài.
Đối với các chi tiết có kết cấu phức tạp, việc tối ưu thiết kế sản phẩm ngay từ giai đoạn đầu cũng là giải pháp giúp giảm đáng kể khó khăn trong quá trình gia công và thoát phoi.
Thoát phoi luôn là một trong những thách thức lớn khi gia công các chi tiết dạng hốc sâu trên trung tâm gia công đứng CNC. Nếu không được xử lý hiệu quả, phoi tích tụ có thể ảnh hưởng nghiêm trọng đến chất lượng sản phẩm, tuổi thọ dao cụ và hiệu suất sản xuất.
Bằng việc kết hợp giữa máy CNC có kết cấu tối ưu, hệ thống làm mát hiệu quả, dao cụ phù hợp và quy trình gia công khoa học, doanh nghiệp hoàn toàn có thể kiểm soát tốt quá trình thoát phoi, nâng cao độ chính xác gia công và tối ưu hiệu quả sản xuất.
Các dòng trung tâm gia công CNC Taikan với độ cứng vững cao, khả năng vận hành ổn định cùng nhiều tùy chọn hỗ trợ làm mát và xử lý phoi hiện đại đang là giải pháp được nhiều doanh nghiệp cơ khí chính xác lựa chọn nhằm đáp ứng các yêu cầu gia công hốc sâu ngày càng khắt khe của thị trường.
Mọi yêu cầu về tư vấn máy CNC Taikan hoặc giải đáp các thắc mắc chi tiết hơn, vui lòng liên hệ ngay với chúng tôi.
NHÀ PHÂN PHỐI DUY NHẤT THƯƠNG HIỆU TAIKAN TẠI VIỆT NAM
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06



