Tiện mặt trụ ngoài là một trong những phương pháp gia công cơ khí được ứng dụng rộng rãi hiện nay. Vậy tiện mặt trụ ngoài là gì? Quá trình thực hiện cần tuân theo những nguyên tắc nào để đạt hiệu quả cao nhất? Hãy cùng chúng tôi khám phá chi tiết qua bài viết sau đây.
Tiện mặt trụ ngoài là gì?
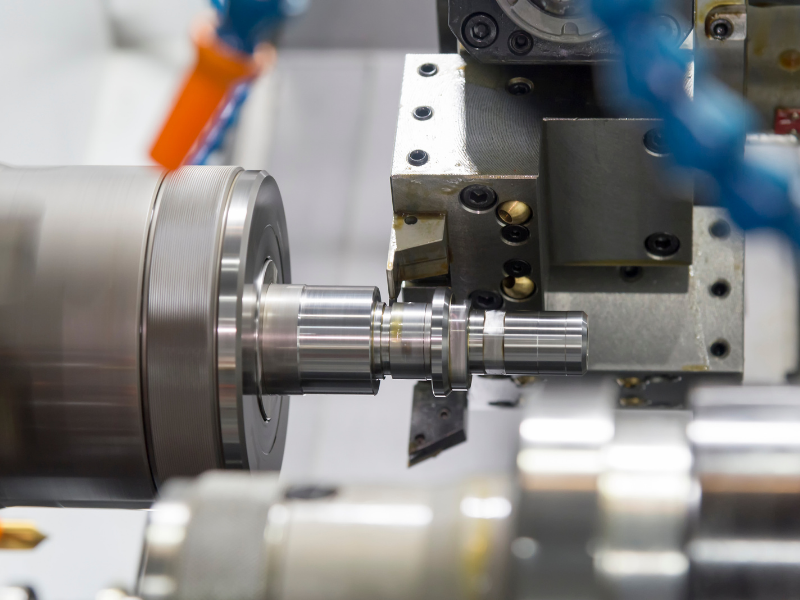
Tiện mặt trụ ngoài là một kỹ thuật gia công cơ khí phổ biến, sử dụng máy tiện CNC được lập trình để xoay và cắt vật liệu, tạo nên các bề mặt trụ đa dạng như trụ tinh rộng, trụ dài, và trụ ngang. Quá trình này giúp định hình sản phẩm với kích thước và hình dạng chính xác theo yêu cầu thiết kế.
Trong quá trình gia công, có thể sử dụng nhiều loại dao khác nhau như dao vai, dao đầu thẳng hoặc dao đầu cong để tạo ra các bề mặt trụ phù hợp với thông số kỹ thuật và kiểu dáng được chỉ định. Tùy thuộc vào lượng dư cần cắt, người vận hành có thể lựa chọn phương pháp cắt từng lớp, cắt phối hợp hoặc cắt từng đoạn để đảm bảo hiệu quả gia công.
Quy trình tiện mặt trụ ngoài trong gia công CNC bao gồm các bước sau:
- Lập trình: Tạo chương trình CNC chứa các lệnh và thông số kỹ thuật nhằm định hình kích thước và hình dạng sản phẩm cuối cùng
- Chuẩn bị vật liệu: Đặt và cố định chắc chắn vật liệu vào máy tiện CNC để đảm bảo an toàn và độ chính xác khi gia công
- Gia công: Máy tiện vận hành theo chương trình đã lập trình, xoay và di chuyển công cụ cắt để loại bỏ vật liệu dư thừa, tạo ra bề mặt trụ theo yêu cầu
- Kiểm tra chất lượng: Sau khi gia công, sản phẩm sẽ được đo đạc và kiểm tra kỹ lưỡng để đảm bảo đáp ứng các tiêu chuẩn về kích thước và chất lượng.
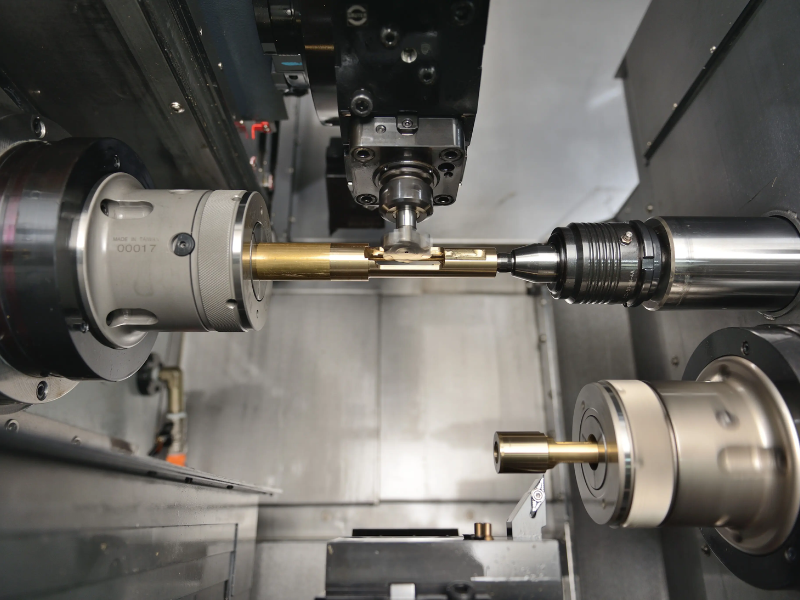
Phương pháp này đặc biệt phù hợp để sản xuất các chi tiết yêu cầu độ chính xác cao và hình dạng phức tạp như trục vít, ống, bánh răng và nhiều sản phẩm cơ khí khác.
Nguyên tắc khi thực hiện tiện mặt trụ ngoài
Gia công tiện mặt trụ ngoài là một kỹ thuật quan trọng, đặc biệt hữu ích trong việc chế tạo các chi tiết kim loại có cấu trúc phức tạp và yêu cầu độ chính xác cao. Dưới đây là một số nguyên tắc cần tuân thủ để đảm bảo hiệu quả và chất lượng khi thực hiện phương pháp này:
- Căn chỉnh dụng cụ chính xác: Trước khi bắt đầu gia công, cần kiểm tra và điều chỉnh dụng cụ tiện để đảm bảo vị trí và thiết lập phù hợp. Điều này giúp duy trì tính thẩm mỹ và độ chính xác cho sản phẩm hoàn thiện.
- Chọn vật liệu phù hợp: Xem xét đặc tính như độ cứng, độ bền và khả năng gia công của vật liệu để đảm bảo quá trình tiện diễn ra suôn sẻ và đạt kết quả như mong đợi
- Điều chỉnh tốc độ cắt: Tốc độ cắt cần được thiết lập phù hợp với vật liệu và loại dụng cụ sử dụng, giúp tối ưu hóa hiệu suất gia công và duy trì an toàn trong quá trình hoạt động
- Đo đạc và kiểm tra thường xuyên: Việc đo đạc liên tục trong quá trình gia công là cần thiết để đảm bảo sản phẩm đáp ứng chính xác các thông số kỹ thuật và tiêu chuẩn chất lượng
- Bảo trì thiết bị định kỳ: Máy tiện cần được bảo dưỡng thường xuyên để duy trì hiệu suất ổn định và tránh sự cố ảnh hưởng đến quá trình sản xuất
- Tuân thủ quy tắc an toàn: Luôn thực hiện các biện pháp an toàn lao động, bao gồm việc sử dụng trang bị bảo hộ và đảm bảo người vận hành nắm vững kỹ thuật gia công cũng như quy trình làm việc an toàn.
HOT: LIST MÁY TIỆN CNC TAIKAN CHẤT LƯỢNG CAO, GIÁ TỐT DOANH NGHIỆP KHÔNG NÊN BỎ QUA
Hướng dẫn cách lập trình tiện mặt trụ ngoài

Sau khi xác định được kích thước chi tiết, lựa chọn dao cắt và thiết lập chế độ gia công phù hợp, bước tiếp theo là xây dựng chương trình CNC để máy thực hiện nguyên công tiện mặt trụ ngoài. Một chương trình hợp lý không chỉ giúp máy vận hành ổn định mà còn rút ngắn thời gian gia công, giảm mòn dao và đảm bảo độ chính xác của sản phẩm.
Và để lập trình tiện mặt trụ ngoài hiệu quả, người lập trình viên CNC có thể tham khảo các bước thực hiện cơ bản sau đây:
Bước 1: Phân tích bản vẽ chi tiết
Trước khi viết chương trình, người lập trình cần đọc kỹ bản vẽ để xác định đường kính phôi ban đầu và sau khi gia công, chiều dài cần tiện, dung sai kích thước, độ nhám bề mặt, loại vật liệu gia công.
Bước 2: Lựa chọn dao tiện
Tùy theo từng nguyên công mà lựa chọn loại dao phù hợp. Chẳng hạn như dao tiện thô, tiện bán tinh, tiện tinh, dao tiện cắt nặng, dao tiện ren, dao cắt đứt… Đồng thời, cần thiết lập đầy đủ các thông số như số dao, offset dao, bán kính mũi dao, hướng dao…
Bước 3. Thiết lập hệ tọa độ
Trên máy tiện CNC, trục Z biểu thị chiều dài chi tiết, trục X biểu thị đường kính. Khi lập trình cần thiết lập gốc toạ độ chính xác để hạn chế sai số trong quá trình gia công.
- Mặt đầu chi tiết (Z0)
- Tâm trục quay (X0)
Bước 4. Thiết lập tốc độ cắt
Tuỳ theo từng chương trình gia công để thiết lập tốc độ cắt phù hợp. Có hai phương pháp điều khiển tốc độ phổ biến là:
- Lệnh G97 – Tốc độ quay cố định: Lệnh này thường dùng khi tiện phôi có đường kính không thay đổi nhiều
- Lệnh G96 – Tốc độ cắt không đổi: Đối với lệnh này, máy sẽ tự điều chỉnh số vòng quay theo đường kính hiện tại
Các lệnh G thường dùng khi tiện mặt trụ ngoài
Trong quá trình lập trình CNC, người vận hành cần nắm rõ ý nghĩa của các mã lệnh để xây dựng chương trình chính xác và tối ưu.
| Mã lệnh | Chức năng |
|---|---|
| G00 | Di chuyển nhanh |
| G01 | Nội suy tuyến tính để cắt gọt |
| G18 | Chọn mặt phẳng ZX |
| G21 | Đơn vị mm |
| G28 | Về gốc máy |
| G40 | Hủy bù bán kính dao |
| G50 | Giới hạn tốc độ trục chính |
| G70 | Chu trình tiện tinh |
| G71 | Chu trình tiện thô |
| G96 | Tốc độ cắt không đổi |
| G97 | Tốc độ quay cố định |
Bên cạnh đó, các mã M như M03, M05, M08, M09, M30 cũng được sử dụng thường xuyên để điều khiển trục chính, hệ thống làm mát và kết thúc chương trình.
Một số mẹo giúp tối ưu chương trình tiện mặt trụ ngoài
Để chương trình gia công tiện mặt trụ ngoài hoạt động hiệu quả hơn, người lập trình cần lưu ý một số kinh nghiệm sau:
- Sử dụng chu trình G71 thay vì viết từng đường chạy dao thủ công để giảm thời gian lập trình
- Kết hợp G96 với G50 nhằm duy trì tốc độ cắt ổn định và bảo vệ trục chính
- Chừa lượng dư hợp lý sau tiện thô (khoảng 0,2–0,5 mm) để tiện tinh đạt chất lượng bề mặt tốt
- Tối ưu đường chạy dao, hạn chế các chuyển động không cần thiết nhằm rút ngắn chu kỳ gia công
- Chạy mô phỏng (Simulation) hoặc Dry Run trước khi cắt thật để phát hiện lỗi chương trình và tránh va chạm.
Trên đây là những thông tin cơ bản về phương pháp tiện mặt trụ ngoài và cách lập trình hiệu quả. Mong rằng những kiến thức này sẽ giúp ích cho Quý bạn đọc trong việc áp dụng hiệu quả vào thực tế sản xuất.
Nếu cần hỗ trợ giải đáp các thắc mắc liên quan hoặc tư vấn đầu tư máy CNC Taikan, hãy liên hệ ngay với chúng tôi để nhận báo giá tốt nhất nhé!
NHÀ PHÂN PHỐI DUY NHẤT THƯƠNG HIỆU TAIKAN TẠI VIỆT NAM
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06



