Gá phôi bằng eto là một trong những phương pháp gá phổ biến, đem lại hiệu quả cao trong sản xuất. Đặc biệt, gia công cơ khí chính xác, độ ổn định của phôi là yếu tố ảnh hưởng trực tiếp đến chất lượng sản phẩm, độ chính xác kích thước và tuổi thọ dao cụ.
Ưu điểm của phương pháp gá phôi bằng eto

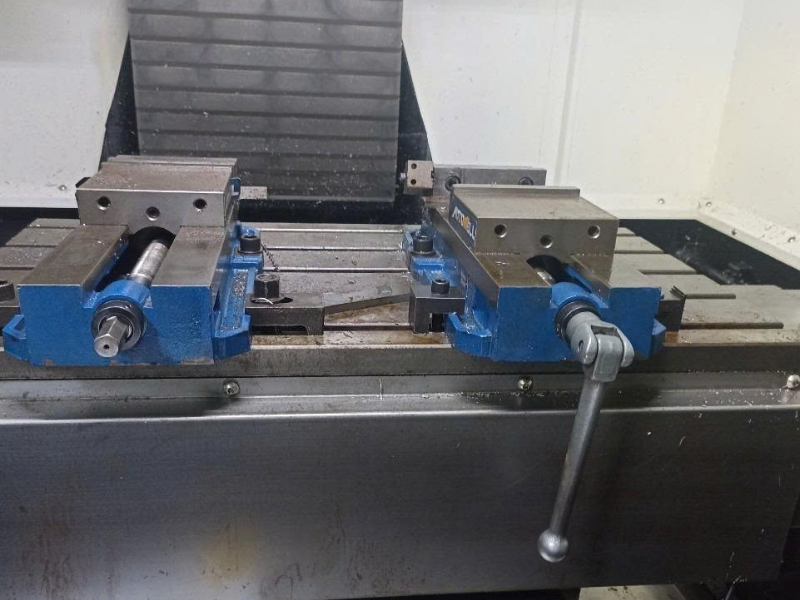
Đối với các dòng máy phay CNC hiện nay, một trong những phương pháp được sử dụng phổ biến nhất chính là gá phôi bằng eto. Phương pháp gá kẹp này giúp giữ chặt phôi một cách ổn định trong suốt quá trình gia công. Đồng thời, nó cũng giúp hỗ trợ căn chỉnh vị trí chi tiết một cách nhanh chóng và hiệu quả.
Có 2 cách thực hiện gá chính là gá bằng eto cơ khí và eto thuỷ lực. Cả 2 phương pháp này đều có khả năng giữ phôi chắc chắn và cách sử dụng đơn giản. Tùy theo kích thước và hình dạng phôi, kỹ thuật viên có thể điều chỉnh độ mở của ê tô để phù hợp với từng sản phẩm.
Một số ưu điểm vượt trội khác khi gá phôi bằng eto là:
- Khả năng linh hoạt khi gia công nhiều loại chi tiết khác nhau
- Tiết kiệm thời gian gá đặt nhờ thao tác kẹp mở nhanh chóng, giúp tối ưu thời gian thay phôi và nâng cao năng suất sản xuất
- Nhiều dòng ê tô CNC hiện đại còn tích hợp cơ cấu chống nhấc phôi giúp tăng độ ổn định trong quá trình gia công tải nặng
- Gá phôi bằng eto còn hỗ trợ căn chỉnh phôi nhanh chóng bằng đồng hồ so hoặc các dụng cụ đo chuyên dụng
- Giúp tối ưu không gian bàn máy và hỗ trợ thay đổi setup nhanh hơn
- Một số loại ê tô thủy lực được thiết kế tối ưu hơn còn giúp tăng lực kẹp đồng đều, giảm biến dạng phôi trong quá trình gia công.
Trong thực tế sản xuất, gá phôi bằng eto được ứng dụng rộng rãi trong gia công chi tiết cơ khí chính xác, gia công khuôn mẫu, sản xuất linh kiện công nghiệp và nhiều lĩnh vực khác. Nhờ tính linh hoạt và độ ổn định cao, phương pháp này phù hợp với cả gia công đơn chiếc lẫn sản xuất hàng loạt.
THAM KHẢO NGAY: Hướng dẫn cách gá phôi bằng mâm cặp đúng kỹ thuật
Hướng dẫn quy trình gá phôi bằng eto
Để quá trình gá phôi bằng eto chính xác, ổn định và đảm bảo an toàn khi gia công, kỹ thuật viên cần thực hiện đúng quy trình kỹ thuật. Đảm bảo không xảy ra các sai sót như gá không đúng kỹ thuật, phôi bị kênh, lệch tâm hoặc lực kẹp không đều.
Dưới đây là các bước cơ bản:
Bước 1: Vệ sinh eto và mặt bàn máy
Trước tiên, cần vệ sinh sạch toàn bộ bề mặt ê tô và mặt bàn máy CNC bằng khí nén hoặc khăn sạch để loại bỏ mạt kim loại, bụi bẩn và dầu mỡ còn bám trên bề mặt. Tuyệt đối không thực hiện khi bề mặt ê tô còn phoi kim loại, phôi rất dễ bị kênh hoặc lệch vị trí khi kẹp.
Bước 2: Căn chỉnh eto song song với trục máy
- Tiếp theo, cần căn chỉnh ê tô song song với trục X hoặc trục Y của máy phay CNC. Có thể sử dụng đồng hồ so hoặc thước chuẩn để kiểm tra độ song song của ê tô khi di chuyển bàn máy.
- Sau khi căn chỉnh xong, tiến hành siết chặt ê tô bằng bulong chữ T trên bàn máy. Chú ý sau khi siết bulong, cần kiểm tra lại lần nữa vì eto có thể đã bị lệch nhẹ khi bạn thực hiện thao tác siết lực.
- Kiểm tra lại lần cuối để đảm bảo eto song song với trục máy, đảm bảo gia công chính xác, không gây sai số kích thước khi gia công.
Bước 3: Chuẩn bị phôi phù hợp
Trước khi bắt đầu gá phôi bằng eto, phôi phải được kiểm tra có kích thước phù hợp và được làm sạch bề mặt hoàn toàn. Nên lau khô và loại bỏ hoàn toàn dầu bám hoặc bụi kim loại để tăng độ ổn định khi kẹp.
Đối với các vật liệu mềm như nhôm, đồng hoặc nhựa kỹ thuật, nên sử dụng thêm lớp lót mỏng bằng giấy, nhựa hoặc tấm đệm mềm. Thao tác này giúp giảm thiểu tình trạng trầy xước và tránh hiện tượng móp méo.
Bước 4: Gá phôi thẳng và siết lực đều
Trong quá trình gá phôi, bạn cần phải đặt phôi áp sát hoàn toàn vào hàm cố định của ê tô. Điều này sẽ giúp tăng độ chính xác và hạn chế hiện tượng lệch phôi khi đang gia công.
Lưu ý, không nên để phôi nhô ra ngoài ê tô quá dài vì điều này dễ gây rung động trong quá trình cắt gọt. Đồng thời, khi siết eto chú ý lực tay vừa phải, siết quá nhẹ có thể khiến phôi bị xê dịch, siết quá mạnh có thể gây móp méo, biến dạng.
Bước 5: Kiểm tra trước khi chạy máy
Sau khi hoàn tất gá phôi bằng eto, cần kiểm tra lại độ chắc chắn của phôi trước khi vận hành máy bắt đầu gia công.
Ngoài ra, trước khi cắt thật, nên thực hiện chạy thử không tải (dry run) để kiểm tra hành trình dao có đúng hay chưa. Đảm bảo không xảy ra va chạm với eto hoặc đồ gá trong quá trình gia công thực tế.
Những điều cần lưu ý khi gá phôi bằng eto
Dưới đây là một số điều cần lưu ý khi thực hiện gá phôi bằng eto:
- Kiểm tra kỹ lưỡng và cân nhắc lựa chọn loại eto phù hợp với kích thước và vật liệu phôi
- Cần thường xuyên kiểm tra độ mòn của má kẹp ê tô để đảm bảo khả năng giữ phôi ổn định
- Khi thực hiện gá phôi, không nên để phôi nhô ra quá dài khỏi ê tô nếu không có cơ cấu hỗ trợ để giúp hạn chế rung động và tăng độ cứng vững khi gia công
- Đối với các chi tiết mỏng, nên sử dụng lực kẹp vừa phải để tránh biến dạng phôi
- Đối với các gia công tải nặng, cần kiểm tra lại lực kẹp định kỳ trong quá trình vận hành
- Cần đảm bảo bề mặt chuẩn của ê tô luôn sạch sẽ, lau để loại bỏ phoi kim loại để tránh gây sai lệch vị trí phôi
- Kỹ thuật viên cần lựa chọn đúng hướng kẹp để tối ưu lực cắt trong quá trình gia công
- Cuối cùng là luôn luôn kiểm tra an toàn kỹ lưỡng trước khi chạy máy sau khi hoàn tất quá trình gá kẹp.
Gá phôi bằng eto là phương pháp dễ thực hiện và đem lại hiệu quả gá phôi ổn định, chính xác. Các doanh nghiệp sản xuất hoàn toàn có thể áp dụng để đạt hiệu quả gia công cao, nhất là đối với các nhu cầu gia công cơ khí chính xác bằng máy CNC.
Hi vọng những thông tin trong bài viết trên của Taikan Việt Nam đã giúp ích cho Quý bạn đọc. Nếu cần hỗ trợ giải đáp các thắc mắc liên quan hoặc đầu tư máy CNC Taikan, hãy liên hệ ngay với chúng tôi nhé!
—————
NHÀ PHÂN PHỐI DUY NHẤT THƯƠNG HIỆU TAIKAN TẠI VIỆT NAM
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06



