Các lệnh khoan trong gia công CNC được áp dụng phù hợp và đúng kỹ thuật đảm bảo quá trình gia công được chính xác, hiệu quả và giảm thiểu sai sót, lãng phí nguyên liệu. Tham khảo chi tiết hơn về các lệnh khoan quan trọng và cách áp dụng thực tế trong bài viết dưới đây của Taikan Việt Nam nhé!
Vì sao người dùng cần phân biệt các lệnh khoan trong gia công CNC?

Trong gia công CNC, từng loại lỗ sẽ có yêu cầu khác nhau về đường kính, độ sâu, độ bóng bề mặt, dung sai… khác nhau. Chính vì vậy, việc phân biệt đúng các lệnh khoan trong gia công CNC giúp người vận hành lựa chọn chính xác chu trình phù hợp với từng nguyên công thực tế.
Việc ứng dụng đúng các lệnh khoan trong gia công CNC còn giúp hạn chế được nhiều lỗi vận hành như kẹt phoi, cháy dao, gãy mũi khoan… Đồng thời, góp phần nâng cao tuổi thọ dụng cụ cắt, cải thiện chất lượng bề mặt lỗ và tối ưu thời gian gia công trên máy CNC.
Ngoài ra, việc nắm rõ các lệnh khoan trong gia công CNC như G81, G73, G83 hay G84 còn giúp kỹ thuật viên dễ dàng lập trình, vận hành và xử lý các tình huống thực tế trong sản xuất. Tránh tình trạng phát sinh sự cố ngoài ý muốn khó xử lý, giảm thời gian dừng máy và giảm lãng phí nguyên vật liệu.
XEM THÊM: Tổng hợp mã lệnh M trong máy tiện CNC đầy đủ từ A-Z
List các lệnh khoan trong gia công CNC phổ biến
Các lệnh khoan trong gia công CNC đều có nguyên lý hoạt động khác nhau để áp dụng vào từng trường hợp gia công cụ thể.
Dưới đây là các lệnh được ứng dụng phổ biến nhất:
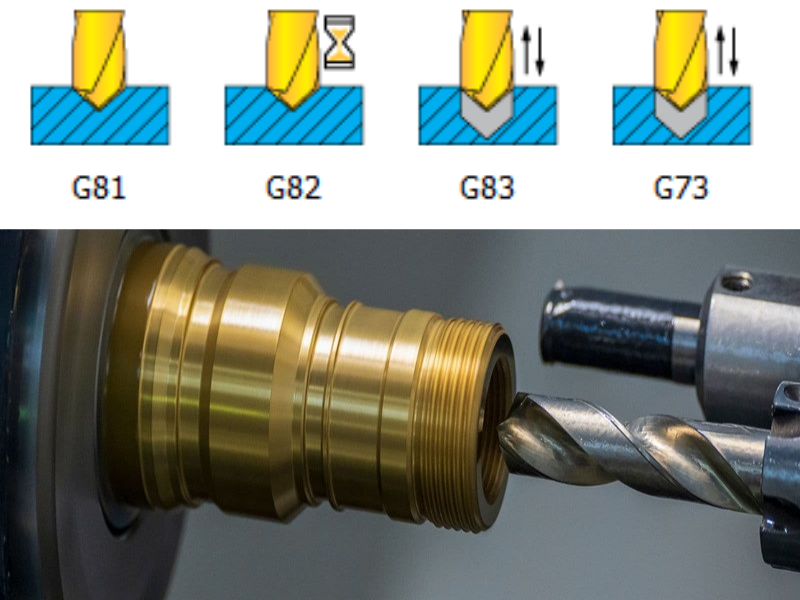
G81 – Chu trình khoan mồi
G81 là một trong các lệnh khoan trong gia công CNC cơ bản và được sử dụng phổ biến nhất hiện nay. Lệnh này thường được dùng để khoan mồi hoặc khoan các lỗ nông trước khi thực hiện các nguyên công tiếp theo như khoan sâu, taro hoặc doa lỗ.
Nguyên lý hoạt động của lệnh G81 như sau:
- Mũi khoan sẽ di chuyển đến tọa độ X, Y
- Hạ xuống mặt phẳng an toàn R
- Tiến thẳng xuống chiều sâu Z theo lượng ăn dao F
- Sau đó rút dao về vị trí ban đầu
Ưu điểm của lệnh G81 là khả năng gia công tốc độ nhanh, phù hợp gia công hàng loạt các chi tiết yêu cầu lỗ nông, trên các loại vật liệu dễ thoát phoi. Với lệnh này chúng ta sẽ sử dụng hầu hết trong tất cả các trường hợp khi khoan.
G82 – Chu trình khoan có thời gian dừng đáy lỗ
G82 là lệnh khoan có chức năng dừng dao tại đáy lỗ trong một khoảng thời gian xác định trước khi rút dao lên. Với lệnh này chúng ta sẽ sử dụng khi khoan lỗ suốt lúc này ta sẽ cài đặt thời gian mũi khoan dừng lại ở đáy lỗ khoan để có thể loại bỏ phần ba via cuối lỗ khoan.
Nguyên lý hoạt động của lệnh G82 như sau:
- Dao di chuyển đến tọa độ X, Y
- Hạ xuống mặt phẳng R
- Khoan xuống chiều sâu Z
- Dừng tại đáy lỗ theo thời gian P
- Sau đó rút dao lên vị trí ban đầu
G83 – Chu trình khoan sâu
G83 là một trong các lệnh khoan trong gia công CNC được sử dụng rất phổ biến để gia công lỗ sâu, thường là các lỗ thông. Nhờ thế mạnh về khả năng thoát phoi hiệu quả, giảm nhiệt vùng cắt và hạn chế tối đa tình trạng gãy dao.
Nguyên lý hoạt động của lệnh G83 như sau:
- Dao di chuyển đến tọa độ X, Y
- Hạ xuống mặt phẳng an toàn R
- Tiến dao xuống một lượng Q
- Sau đó rút dao về R để thoát phoi
- Tiếp tục lặp lại cho đến khi đạt chiều sâu Z
G73 – Chu trình khoan bẻ phoi
G73 cũng là một trong các lệnh khoan trong gia công CNC thông dụng, thường dùng trong các chu trình khoan phá phoi tốc độ cao, các lỗ không quá sâu. Ứng dụng cho các nhu cầu gia công vật liệu tạo phoi dài như nhôm hoặc đồng.
Nguyên lý hoạt động của lệnh G73 như sau:
- Mũi khoan di chuyển đến tọa độ X, Y
- Hạ xuống mặt phẳng an toàn R
- Tiến dao xuống một lượng Q
- Sau đó nhấc dao lên một khoảng rất ngắn để bẻ phoi
- Tiếp tục tiến xuống thêm Q và lặp lại liên tục cho đến chiều sâu Z
Khác với lệnh G83, G73 không rút dao hoàn toàn về mặt phẳng R mà chỉ nhấc lên nhẹ để phá phoi. Nhờ đó giúp tăng tốc độ gia công, hạn chế phoi dài quấn dao, tối ưu thời gian hiệu quả.
Để ứng dụng hiệu quả các lệnh khoan gia công CNC cần lưu ý gì?
Để thực hiện hiệu quả các lệnh khoan gia công CNC, người vận hành cần lưu ý một số vấn đề quan trọng sau đây:
- Lựa chọn đúng các lệnh khoan trong gia công CNC theo từng yêu cầu biên dạng lỗ, chiều sâu và loại vật liệu gia công
- Thiết lập chính xác các thông số gia công quan trọng gồm tốc độ trục chính, tốc độ tiến dao, chiều sâu cắt…
- Đối với các chi tiết lỗ sâu lớn hoặc trên các loại vật liệu khó thoát phoi, không nên sử dụng lệnh G81 vì sẽ dễ gây kẹt phoi, cháy dao, gãy mũi khoan…
- Ngược lại, với lỗ sâu nên ưu tiên sử dụng lệnh G83 hoặc G73 để hỗ trợ phá phoi và giảm nhiệt vùng cắt
- Sử dụng dung dịch làm mát phù hợp khi gia công để hỗ trợ giảm nhiệt cắt, thoát phoi, cải thiện độ bóng bề mặt lỗ và tăng tuổi thọ dao
- Kiểm tra kỹ càng các thông số như chiều sâu khoan, toạ độ lỗ, hành trình dao, offset dao… trước khi chạy chính thức
- Tốt nhất nên cho máy chạy thử trước khi chạy thực tế để hạn chế các lỗi về va chạm dao, máy chạy sai chương trình…
Trên đây là những thông tin về các lệnh khoan gia công CNC quan trọng mà người vận hành máy CNC cần nắm vững nếu muốn áp dụng vào thực tế. Hi vọng những kiến thức này sẽ giúp ích cho người đọc trong việc tìm hiểu và áp dụng đúng vào thực tế.
Nếu cần hỗ trợ tư vấn và giải đáp các thắc mắc liên quan, hãy liên hệ ngay với Taikan Việt Nam nhé!
NHÀ PHÂN PHỐI DUY NHẤT THƯƠNG HIỆU TAIKAN TẠI VIỆT NAM
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06



