Công thức tính tốc độ trục chính CNC là một trong những là kiến thức nền tảng mà bất kỳ một người lập trình viên hoặc kỹ thuật viên CNC nào cũng cần nắm vững. Trong thực tế sản xuất, áp dụng đúng công thức tính tốc độ trục chính sẽ giúp tối ưu chế độ cắt, nâng cao hiệu quả gia công và giảm đáng kể chi phí sản xuất.
Vì sao cần áp dụng công thức tính tốc độ trục chính CNC khi gia công?
Việc lựa chọn đúng tốc độ trục chính là yếu tố quan trọng ảnh hưởng trực tiếp đến chất lượng bề mặt, tuổi thọ dao cụ và hiệu suất sản xuất.
Do đó, cần áp dụng đúng công thức để đạt hiệu quả tối ưu nhất trong gia công CNC:
Ảnh hưởng trực tiếp đến chất lượng gia công
Trong quá trình gia công CNC, nếu áp dụng sai công thức tính tốc độ trục chính CNC, dao cắt có thể hoạt động sai lệch, gây ra hiện tượng rung dao, cháy dao hoặc bề mặt sản phẩm bị xước. Ngược lại, khi áp dụng chính xác công thức tính tốc độ trục chính CNC, quá trình gia công sẽ ổn định hơn, đường cắt mượt hơn và độ bóng bề mặt được cải thiện đáng kể.
Giúp tăng tuổi thọ dao cụ CNC
Lựa chọn tốc độ trục chính không phù hợp dễ khiến dao CNC nhanh mòn. Nếu rpm quá cao, nhiệt sinh ra lớn sẽ khiến lưỡi cắt nhanh xuống cấp. Ngược lại, nếu rpm quá thấp, dao dễ bị rung và phát sinh lực cắt lớn.
Tối ưu năng suất gia công CNC
Trong sản xuất hiện đại, tốc độ gia công là yếu tố ảnh hưởng lớn đến hiệu quả vận hành của nhà máy. Khi áp dụng chính xác công thức tính tốc độ trục chính CNC, người vận hành có thể tối ưu tốc độ cắt phù hợp với từng loại dao và vật liệu.
Điều này giúp:
- Rút ngắn thời gian gia công
- Tăng hiệu suất máy CNC
- Giảm thời gian dừng máy
- Hạn chế lỗi sản phẩm
Hạn chế gãy dao và sự cố phát sinh trong quá trình gia công
Trong thực tế, rất nhiều trường hợp gãy dao xuất phát từ việc cài đặt thông số tốc độ trục chính không phù hợp. Đặc biệt với các dao nhỏ hoặc vật liệu khó cắt, việc tính sai RPM có thể khiến dao bị quá tải ngay lập tức.
Lúc này, chỉ cần hiểu và áp dụng đúng công thức tính, sẽ giúp dễ dàng lựa chọn chế độ cắt an toàn hơn cho từng nguyên công và hạn chế lỗi trong quá trình gia công CNC.
Hỗ trợ lập trình CNC chính xác hơn
Trong lập trình CNC, tốc độ spindle thường được khai báo thông qua lệnh S. Nếu không hiểu rõ công thức tính tốc độ trục chính CNC, người lập trình sẽ khó lựa chọn giá trị S phù hợp cho từng loại dao và vật liệu.
Do đó, việc nắm vững kiến thức này giúp quá trình lập trình CNC chính xác và chuyên nghiệp hơn rất nhiều.
Công thức tính tốc độ trục chính CNC và cách áp dụng
Trong gia công CNC, công thức được áp dụng phổ biến nhất để tính tốc độ trục chính là:
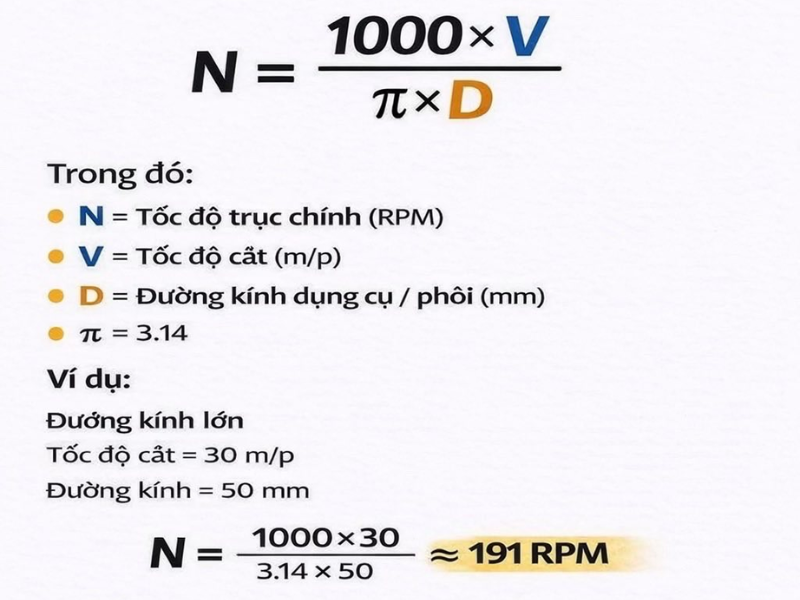
N= 1000×V / π×D
Trong đó:
- N: Tốc độ trục chính (rpm)
- V: Tốc độ cắt (m/phút)
- D: Đường kính dao hoặc phôi (mm)
Đây là công thức tính tốc độ trục chính CNC được sử dụng phổ biến trong hầu hết các hệ điều hành CNC như Fanuc, Mitsubishi, Siemens hoặc Syntec.
1. Công thức tính tốc độ trục chính khi phay CNC
Trong gia công phay CNC, công thức tính tốc độ trục chính CNC thường được sử dụng rất nhiều.
Đặc biệt với các loại dao như: dao phay ngón, dao phay mặt, dao cầu, dao hợp kim carbide…
Ví dụ:
- Dao D6 gia công nhôm → RPM cao
- Dao D50 phay mặt thép → RPM thấp hơn
Việc lựa chọn RPM hợp lý giúp đảm bảo độ bóng bề mặt và tuổi thọ dao cụ.
2. Công thức tính tốc độ trục chính khi tiện CNC
Trong tiện CNC, nhất là với các nguyên công như tiện thô, tiện tinh, tiện ren, tiện côn… rất quan trọng. Người lập trình thường kết hợp công thức tính tốc độ trục chính CNC với các lệnh G96 và G97 để tối ưu tốc độ cắt trong quá trình tiện.
Mẹo nhớ nhanh về công thức tốc độ trục chính CNC

Đối với những người vừa tiếp xúc lĩnh vực gia công CNC, thường gặp khó khăn trong việc ghi nhớ và áp dụng công thức tốc độ trục chính.
Tuy nhiên, bạn chỉ cần nhớ:
N= 1000×V / π×D
Trong đó:
- V tăng → RPM tăng
- D tăng → RPM giảm
Đây cũng chính là nguyên lý cơ bản nhất trong tính tốc độ trục chính CNC. Mẹo ghi nhớ dễ nhất đó là đường kính dao lớn thì rpm thấp,
- Dao lớn → quay chậm
- Dao nhỏ → quay nhanh
Ngoài ra, tuỳ theo từng loại vật liệu gia công mà cách tính tốc độ trục chính cũng sẽ khác nhau.
Ví dụ:
- Nhôm → RPM cao
- Đồng → RPM trung bình
- Inox → RPM thấp
- Thép tôi → RPM thấp hơn nữa
Nguyên nhân là vì vật liệu càng cứng thì nhiệt cắt càng lớn. Lúc này, cần phải giảm rpm để bảo vệ dao cụ.
Tóm lại, việc hiểu và áp dụng chính xác công thức tính tốc độ trục chính CNC là kiến thức nền tảng cực kỳ quan trọng trong gia công CNC. Chỉ cần lựa chọn đúng thông số rpm sẽ giúp quá trình gia công ổn định, nâng cao chất lượng bề mặt chi tiết, giảm rung động, giảm lỗi gia công và các sự cố ngoài ý muốn khác.
Trong thực tế, ngoài việc ghi nhớ công thức tính tốc độ trục chính, người vận hành cũng cần kết hợp kinh nghiệm thực tế, đặc tính vật liệu và khả năng máy CNC để lựa chọn chế độ cắt tối ưu nhất.
Hi vọng những thông tin trong bài viết trên của Taikan Việt Nam đã giúp ích cho người vận hành CNC đạt được hiệu quả cao khi áp dụng thực tế. Nếu cần hỗ trợ giải đáp các thắc mắc liên quan hoặc có nhu cầu đầu tư máy CNC Taikan, hãy liên hệ ngay với chúng tôi nhé!
NHÀ PHÂN PHỐI DUY NHẤT THƯƠNG HIỆU TAIKAN TẠI VIỆT NAM
- Trụ Sở Chính: 280 Bến Than, Xã Bình Mỹ, TP. HCM
- Chi nhánh TLT – Hồ Chí Minh: 197 Võ Văn Bích, Xã Phú Hòa Đông, TP. HCM
- Chi Nhánh TLT – Hà Nội: Km6 Võ Văn Kiệt, Xã Phúc Thịnh, Thủ đô Hà Nội
- Chi nhánh TLT – Bắc Ninh: Đ. Lê Thái Tổ, Phường Võ Cường, Tỉnh Bắc Ninh (Kế bên Honda, đối diện Toyota)
- Chi nhánh TLT – Ninh Bình: Km 101 QL10 Hồng Phúc, Phường Thiên Trường, Tỉnh Ninh Bình
- Hotline: 1900.98.99.06



